

Autor: Weibo
Datum: Jun 15, 2026
Koji je bolji konusni ili paralelni dvopužni ekstruder?
Kada birate između konusnog i paralelnog dvopužnog ekstrudera, odgovor ovisi o vašoj specifičnoj primjeni. Za obradu tvrdog PVC-a, PVC profila, cijevi i kompozita drvo-plastika konusni dvostruki vijak ekstruder je općenito poželjno rješenje zbog svog superiornog izlaznog tlaka, ponašanja samočišćenja u zoni punjenja i kompaktnog pogona niske brzine. Paralelni dvopužni ekstruderi nude prednosti u miješanju, reaktivnoj ekstruziji i proizvodnji masterbatcha s velikim punjenjem gdje su dulji omjeri L/D puža i modularni dizajn puža prioriteti. Ovaj se članak usredotočuje na konusni dvostruki vijak i detaljno objašnjava zašto se tako dobro ponaša u širokom rasponu zadataka ekstruzije termoplasta.
Sustav konusne cijevi s dvostrukim vijkom definiran je s dva isprepletana vijka koji se sužavaju od velikog promjera na dovodnom kraju do manjeg promjera na ispusnom kraju. Ova geometrija stvara prirodnu kompresijsku zonu koja učinkovito stvara tlak taline bez oslanjanja isključivo na brzinu puža. Rezultat je niže radne temperature, smanjeni smični napon i nježnija obrada materijala u usporedbi s paralelnim sustavima velike brzine, što konusni dizajn čini idealnim za materijale osjetljive na toplinu kao što su kruti PVC i kompoziti od drvenih vlakana.
Zhoushan Microwave Vijak Machinery Co., Ltd. proizvodi konusne dvostruke vijke u širokom rasponu omjera promjera uključujući 45/90, 45/100, 50/105, 51/105, 55/100, 65/132, 80/125, 80/143, 80/158 i 92/188 mm. Svaka veličina dostupna je s prilagođenim omjerima kompresije prilagođenim specifičnim formulacijama polimera i geometriji proizvoda. Tvrtka od 1990. godine proizvodi precizne komponente navojnih cijevi i izvozi na tržišta uključujući Sjedinjene Države, Njemačku, Dubai, Vijetnam i Tajland.
Pregled proizvoda: Konusni dvostruki vijčani dizajn i materijali
Mehanička izvedba konusnog dvostrukog vijka neodvojiva je od materijala od kojeg je izrađen i preciznosti njegove izrade. Zhoushan mikrovalna pećnica koristi 38CrMoALA legirani čelik kao osnovni materijal za svoje konusne dvostruke vijke. Ovaj čelik za nitriranje nadaleko je poznat u industriji strojeva za plastiku zbog svoje izvanredne kombinacije žilavosti jezgre i površinske tvrdoće nakon tretmana nitriranjem.
Nakon procesa nitriranja, površina vijka postiže tvrdoću od HV 950 do 1000 , s dubinom nitriranja od 0,45 do 0,7 mm. Ocjena lomljivosti održava se na razini 1 ili nižoj, što sprječava mikropukotine pod cikličkim opterećenjem. Površinska hrapavost održava se na Ra 0,4, smanjujući trenje između taline i vijčanog kanala, što smanjuje gubitak energije i poboljšava površinsku obradu ekstrudiranih proizvoda. Tolerancija ravnosti vijka je 0,015 mm, što osigurava glatku rotaciju pri radnim brzinama bez trošenja cijevi izazvanog vibracijama.
Za primjene koje zahtijevaju veću otpornost na abraziju, opcija dvolegirani tvrdi površinski sloj tvrdoće od 60 do 70 HRC može se primijeniti. Dodatno, korak kromiranja nakon nitriranja dodaje sloj debljine 0,05 do 0,10 mm s tvrdoćom većom od 900 HV. Ovaj kromirani sloj pruža zaštitu od korozije protiv agresivnih polimera kao što su klorirani PVC i spojevi koji usporavaju plamen i sadrže halogenirane aditive.
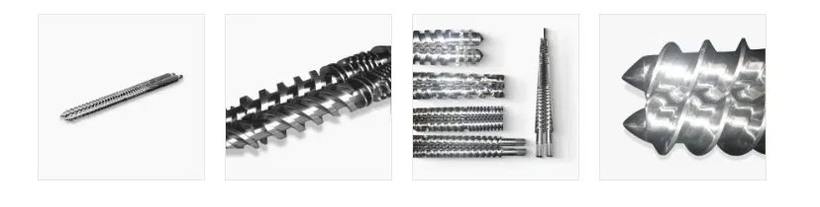
Konusni dvostruki vijčani proizvodi koje proizvodi Zhoushan Microwave Screw Machinery Co., Ltd. -- jednostruki vijci, paralelni dvostruki vijci i konusni dvostruki vijčani setovi prikazani uz detalje leta u presjeku.
| Parametar | Specifikacija | značaj |
|---|---|---|
| Osnovni materijal | 38CrMoALA | Visokokvalitetni nitrirani čelik, izvrsna žilavost jezgre |
| Tvrdoća nitriranja | HV 950 - 1000 | Vrhunska otpornost na habanje kod letvica vijaka |
| Dubina nitriranja | 0,45 - 0,70 mm | Dovoljno otvrdnuti sloj bez opasnosti od lomljivosti |
| Hrapavost površine | Ra 0,4 | Nisko trenje, gladak tok taline, čista površina proizvoda |
| Ravnost vijka | 0,015 mm | Sprječava vibracije, smanjuje trošenje cijevi |
| Debljina kromiranja | 0,05 - 0,10 mm | Zaštita od korozije za halogenirane polimere |
| Tvrdoća kroma | 900 HV min. | Produženi vijek trajanja u abrazivnim uvjetima |
| Opcija dvostruke legure | 60 - 70 HRC | Maksimalna otpornost na trošenje za punjene ili abrazivne smjese |
Princip rada dvopužnog ekstrudera: Kako funkcionira stožasti dizajn
Razumijevanje principa rada dvopužnog ekstrudera ključno je za odabir prave opreme i optimizaciju parametara procesa. U koničnom dvopužnom ekstruderu, dva ko-rotirajuća ili suprotno rotirajuća vijka ugrađena su unutar usklađene konusne cijevi. Vijci se spajaju jedan s drugim, stvarajući pozitivnu pokretnu radnju koja pomiče materijal iz spremnika za punjenje prema matrici.
Zona dovoda velikog promjera pruža velikodušan ulazni volumen, omogućujući stroju da rukuje glomaznim granulama, prahovima i slabo protočnim PVC suhim mješavinama. Kako se materijal kreće prema kraju pražnjenja manjeg promjera, dubina kanala se smanjuje, a dostupno područje poprečnog presjeka se sužava, generirajući tlačni tlak bez potrebe za pretjerano visokim brzinama vijka . Ovaj rad male brzine i velikog zakretnog momenta definirajuća je karakteristika konusnog dizajna s dva vijka i izravno doprinosi kontroli temperature taline i energetskoj učinkovitosti.
Smično grijanje u stožastom dvostrukom vijku raspoređuje se preko veće efektivne duljine u odnosu na promjer pražnjenja, dajući toplinskoj energiji više vremena za izjednačavanje kroz talinu prije nego što stigne do matrice. Isprepletena geometrija leta također stvara akciju samobrisanja koja kontinuirano uklanja materijal s površina vijaka, sprječavajući lokalizirano pregrijavanje ili džepove degradacije. Ovo je osobito važno kod obrade PVC-a, koji se počinje razgrađivati i mijenjati boju na temperaturama iznad otprilike 200 stupnjeva Celzijusa.
Izometrijska shema konusnog dvovijčanog sustava. D1 označava veliki promjer dovodnog kraja, a D2 manji promjer ispusnog kraja. Konusna geometrija stvara progresivnu kompresiju duž duljine vijka.
Gornji dijagram dvopužnog ekstrudera ilustrira kako konusna geometrija stvara ugrađeni omjer kompresije od ulaza za punjenje do glave kalupa. Budući da kraj velikog promjera predstavlja široki kanal za prihvaćanje mješavina praha i granula, problemi dodavanja koji su uobičajeni na jednopužnim strojevima uvelike su eliminirani. Izlazni kraj malog promjera daje konzistentan pritisak taline na matricu s minimalnim pulsiranjem, što je ključno za proizvodnju dimenzionalno stabilnih profila i cijevi.
Konusni i paralelni dvostruki vijak: izravna tehnička usporedba
Pitanje što je bolje -- konusni ili paralelni dvopužni ekstruder -- nema jedan univerzalni odgovor, ali tehničke razlike su dobro definirane i mogu voditi do odluke. Donja tablica sažima najrelevantnije parametre, temeljene na objavljenim industrijskim referencama uključujući Rauwendaal C., "Polymer Extrusion," 5. izdanje, i podatke iz tehničkih biltena glavnih proizvođača originalne opreme.
| Parametar | Konusni dvostruki vijak | Paralelni dvostruki vijak |
|---|---|---|
| Tipični L/D omjer | 6 : 1 do 9 : 1 (velika baza) | 28 : 1 do 52 : 1 |
| Brzina vijka (rpm) | 20 - 50 okretaja u minuti (niska brzina) | 100 - 600 o/min (velika brzina) |
| Primarne aplikacije | PVC cijevi, profili, WPC | Kompaundiranje, masterbatch, reaktivna ekstruzija |
| Složenost pogonskog mjenjača | Donji (vijci se razlikuju na velikom kraju) | Viši (paralelni centri, složeni mjenjač) |
| Kontrola temperature taline | Izvrsno (nisko smicanje) | Umjerena do visoka smična toplina |
| Akcija samobrisanja | dobro | dobro (co-rotating type) |
| Modularni vijčani segmenti | Nije standardno | Standardna značajka |
| Fleksibilnost omjera kompresije | Višestruki fiksni omjeri odabirom vijaka | Preko modularnog preuređivanja segmenata |
Za proizvodnju PVC prozorskog profila, većina proizvođača strojeva diljem svijeta zadano koristi konusni dvostruki vijčani sustav jer niska brzina puža (obično 20 do 45 okretaja u minuti) smanjuje stvaranje topline uslijed trenja, a veliki kraj za dovod može uvući labavo upakiran prah suhe mješavine PVC-a bez premošćavanja. Ostvarivi su učinci od 200 do 800 kg/h ovisno o izboru promjera, koji pokriva cijeli raspon od ekstrudera malog profila do velikih cjevovoda.
Konusne veličine dvostrukih vijaka i odabir omjera promjera
Odabir točne veličine konusnog dvostrukog puža jedna je od najkonzekventnijih odluka u specifikaciji ekstrudera. Omjer promjera -- izražen kao promjer malog kraja podijeljen s promjerom velikog kraja -- izravno određuje kapacitet okretnog momenta, izlaznu brzinu i kompresijsko ponašanje vijka. Veći promjer na velikom kraju hvata više materijala po okretaju i može primiti glomaznije zalihe sirovine, dok veći promjer na malom kraju daje veći učinak taline pri određenom tlaku.
Mikrovalna pećnica Zhoushan nudi sljedeće standardne omjere promjera: 45/90, 45/100, 50/105, 51/105, 55/100, 65/132, 80/125, 80/143, 80/158 i 92/188 mm . Svaka konfiguracija odgovara specifičnoj konusnoj cijevi s komplementarnom geometrijom provrta. Veličine 80/158 i 92/188 prikladne su za linije za ekstruziju cijevi velikog učinka, dok se veličine 45/90 i 50/105 obično koriste za male profile i brtve za prozore. Omjeri kompresije prilagođeni su prema formuli kupca kako bi se uzele u obzir razlike u nasipnoj gustoći između tipova suhih mješavina PVC-a, sadržaj drvnog brašna u WPC-u i količine aditiva u spojevima smole za inženjering.
Ovaj vodoravni stupčasti dijagram uspoređuje približne maksimalne izlazne brzine različitih koničnih konfiguracija promjera dvostrukog vijka pri obradi krutog PVC-a za proizvodnju cijevi. Omjeri većeg promjera, kao što su 92/188 i 80/158, daju znatno veću propusnost, što ih čini preferiranim izborom za linije za ekstruziju cijevi velikog volumena. Veličine 65/132 i 55/100 zauzimaju srednju poziciju pogodnu za srednju proizvodnju profila i cijevi. Manje veličine 45/90 i 50/105 dobro su prikladne za uske profile, brtve prozora i specijalne granulacije smjesa. Izlazne brojke su indikativne i ovise o dizajnu vijka, formulaciji i radnim uvjetima. Podaci prikupljeni iz industrijskih referenci i tehničke dokumentacije proizvođača strojeva.
Primjene: gdje konusni dvostruki vijci daju dosljedne rezultate
Konusni dvostruki vijčani sustav pokazao je pouzdane performanse u širokom rasponu primjena obrade polimera. Najznačajnija komercijalna uporaba je u proizvodnji kruti PVC profili za okvire prozora, okvire vrata i obloge , gdje su dosljedna homogenost taline i stabilan pritisak ekstruzije preduvjeti za postizanje dimenzijskih tolerancija unutar 0,1 mm. U ovim primjenama, niska brzina puža i samobrišuća geometrija vijka sprječavaju degradaciju PVC-a, a strogo kontrolirana temperatura taline osigurava ravnomjerno razvijanje boje u proizvodnim ciklusima.
Proizvodnja PVC cijevi za vodoopskrbu, odvodnju i elektroinstalacije predstavlja još jedan segment velike primjene. U ekstruziji cijevi, konusni dvopužni ekstruder puni cijevnu matricu visoko konzistentnom talinom pri tlaku obično između 15 i 30 MPa, omogućujući da se varijacije debljine stjenke održe unutar specifikacije na dužinama od nekoliko kilometara. Kombinacija energetski učinkovit rad pri malim brzinama i visok izlazni tlak čini stožasti dizajn ekonomski atraktivnim za kontinuiranu proizvodnju cijevi.
Ekstruzija kompozita drvo-plastika rastuća je primjena gdje konusni dvostruki vijak pokazuje posebne prednosti. WPC spojevi sadrže 40 do 70 posto drvnog brašna ili rižine ljuske po težini, što ih čini vrlo abrazivnim. Zona dovoda velikog promjera dobro se nosi s niskom nasipnom gustoćom mješavine drvenog brašna, a dodatni vijak s tvrdom površinom od dvostruke legure ili Xaloy-a pruža potrebnu otpornost na abraziju. WPC podovi, ograde i profili za oblaganje rutinski se proizvode na konusnim dvopužnim ekstruderima opremljenim nizvodnim stolovima za kalibraciju i hlađenje.
- PVC prozorski profili i profili za vrata -- Visoka dimenzionalna preciznost, stabilna temperatura taljenja
- PVC vodovodne i odvodne cijevi -- Kontinuirani visokotlačni izlaz, uska tolerancija na zid
- Drvo-plastični kompoziti (WPC) -- Učinkovito se nosi s abrazivnim mješavinama niske gustoće
- PP, PE, ABS granulacija i ploče -- Nježni tretman taljenjem čuva svojstva materijala
- Pjenasti PVC i pjenasti profili -- Kontrolirano smicanje pogodno za kemijska sredstva za pjenjenje
- Električni vod i kabelska kanalizacija -- Konzistentna debljina stjenke tijekom dugih proizvodnih serija
Energetska učinkovitost i stabilnost procesa: Analiza performansi vođena podacima
Specifična potrošnja energije (SEC) jedna je od najvažnijih ekonomskih metrika pri ocjeni opreme za ekstruziju za kontinuiranu proizvodnju. Izražava se u kilovat-satima po kilogramu proizvodnje i izravno utječe na operativne troškove i ugljični otisak proizvodne linije. Konusni dvopužni ekstruderi koji rade na krutom PVC-u obično postižu SEC vrijednosti od 0,12 do 0,22 kWh/kg , u usporedbi s 0,18 do 0,35 kWh/kg za brze paralelne dvostruke vijčane konfiguracije na istom materijalu, prema objavljenim usporednim ispitivanjima navedenim u industrijskoj literaturi, uključujući tehničke dokumente KraussMaffei Berstorffa i postupke SPE ANTEC.
Niži SEC konusnog dizajna odražava učinkovitost sužene geometrije u pretvaranju momenta motora u tlak taline bez pretjerane brzine puža. Budući da je brzina puža niska (često ispod 40 okretaja u minuti), opterećenja ležajeva i stope trošenja mjenjača su smanjene, produžujući mehanički radni vijek i smanjujući učestalost održavanja. Toplinska stabilnost taline također je bolja: varijacija temperature taline po presjeku matrice obično ostaje unutar plus ili minus 2 do 4 stupnja Celzijusa na dobro održavanoj konusnoj liniji s dva vijka, dok paralelne linije s dvostrukim vijkom koji obrađuju isti spoj mogu pokazati varijaciju od 5 do 10 stupnjeva Celzijusa na rubu matrice.
Dijagram u stupcu koji uspoređuje prosječnu specifičnu potrošnju energije za tri uobičajene konfiguracije ekstruzije PVC-a. Konusna dvostruka proturotirajuća konfiguracija s dvostrukim vijkom pokazuje najniži prosječni SEC od približno 0,17 kWh/kg, što predstavlja značajnu uštedu u odnosu na brze paralelne dvostruke vijčane alternative u kontinuiranoj proizvodnji. Konfiguracija s jednim vijkom zauzima međupoložaj zbog odsutnosti pozitivnog prijenosa i većih brzina puža potrebnih za stvaranje tlaka taline. Ove vrijednosti su reprezentativni prosjek industrije izvučen iz objavljene literature i dokumentacije proizvođača strojeva; stvarna izvedba ovisi o formulaciji, dizajnu vijka i uvjetima rada. Niži SEC izravno se pretvara u smanjene troškove električne energije po toni proizvoda, poboljšavajući ekonomičnost ekstruzije PVC-a velike količine.
Trošenje vijka i životni vijek: linijski dijagram tvrdoće u odnosu na radne sate
Životni vijek konusnog dvostrukog vijka ovisi o specifikaciji njegovog materijala, površinskoj obradi i abrazivnosti spojeva koje obrađuje. Na temelju dugoročnih operativnih podataka prikupljenih od prerađivača plastike, ispravno specificiran i održavan konusni dvostruki vijak koji radi na standardnom krutom PVC-u može održati učinkovite letne razmake (od bačve do vijka) unutar projektiranih tolerancija za 8.000 do 12.000 sati rada . Vijci koji pokreću visoko napunjene WPC ili spojeve napunjene kalcijevim karbonatom mogu zahtijevati popravak ili zamjenu nakon 4000 do 6000 sati.
Grafikon u nastavku ilustrira konceptualni odnos između efektivne površinske tvrdoće na vrhu vijka i kumulativnih radnih sati za tri razine obrade: standardno nitrirano, nitrirano plus kromirano i dvostruko legirano tvrdo navareno. Ovaj odnos je važan za planiranje rasporeda održavanja i razumijevanje kada zamjena vijaka postane neophodna za održavanje kvalitete proizvoda.
Ovaj linijski grafikon ilustrira konceptualne krivulje zadržavanja tvrdoće za tri razine površinske obrade primijenjene na konusne dvostruke vijke tijekom radnog vijeka od 10 000 sati. Vijak s tvrdom navlakom od dvostruke legure održava najveću efektivnu tvrdoću tijekom cijelog radnog vijeka, što ga čini preferiranim izborom za abrazivne primjene kao što su WPC i punjeni PVC spojevi. Nitrirana i kromirana konfiguracija nudi izvrsnu ravnotežu između početne tvrdoće i dugovječnosti za standardne primjene krutog PVC-a. Standardna nitrirana krivulja pokazuje strmiji pad nakon 4000 sati, ukazujući na točku u kojoj dopuštenja leta mogu početi utjecati na kvalitetu proizvoda. Ti se trendovi temelje na općim načelima znanosti o materijalima i operativnom iskustvu u industriji; stvarne stope trošenja ovise o abrazivnosti smjese, brzini vijka, temperaturi cijevi i praksi održavanja. Preporučuje se redovita provjera dimenzija u intervalima od 2000 sati kako bi se otkrilo trošenje prije nego što utječe na specifikacije proizvoda.
Radarska usporedba: Konusni dvostruki vijak naspram paralelnog dvostrukog vijka naspram jednog vijka
Radarski dijagram pruža koristan višedimenzionalni prikaz usporedbe vrsta ekstrudera po ključnim kriterijima izvedbe koji su važni u industrijskoj preradi polimera. Pet osi u nastavku predstavlja stvaranje izlaznog tlaka, kontrolu temperature taline, svestranost rukovanja hranom, energetsku učinkovitost i životni vijek vijka, a svaka je ocijenjena na ljestvici od 1 do 10 na temelju objavljenih tehničkih mjerila i industrijskog konsenzusa.
Radarski dijagram otkriva da konusna dvostruka vijčana konfiguracija ima najviše rezultate u četiri od pet osi izvedbe kada se procjenjuje posebno za krute PVC cijevi i ekstruziju profila. Stvaranje izlaznog tlaka ocijenjeno je s 9 od 10, odražavajući sposobnost konusnog dizajna svojstvenu stvaranju visokog tlaka taljenja pri malim brzinama puža. Kontrola temperature taline također dobiva ocjenu 9, što odgovara nježnoj obradi s malim smicanjem koja smanjuje rizik od degradacije PVC-a. Rukovanje hranom dobiva ocjenu 8, priznajući učinkovitost zone hrane velikog promjera s prahom za suhu mješavinu PVC-a. Paralelni dvostruki puž postiže više rezultate samo u primjenama gdje se cijeni njegova svestranost modularnog miješanja, što objašnjava njegovu dominaciju na tržištima masterbatch i reaktivne ekstruzije. Jedan vijak pokazuje najuravnoteženiji, ali nediferencirani profil, potvrđujući njegovu ulogu rješenja opće namjene, a ne rješenja optimiziranog za primjenu.
Značajke inteligentnog nadzora i kontrole temperature
Suvremeni konusni dvopužni ekstruderski sustavi sve više uključuju nadzor u stvarnom vremenu i inteligentne upravljačke značajke koje poboljšavaju stabilnost procesa i omogućuju prediktivno održavanje. Zhoushan Microwave nudi izborni napredni sustav kontrole temperature koji nadzire temperaturu zone bačve na više točaka duž duljine vijka, omogućujući operateru da održava precizne profile temperature taljenja prilagođene svakoj formulaciji polimera. Ovo je osobito važno za kruti PVC, gdje temperaturna odstupanja od čak 10 stupnjeva Celzijusa iznad optimalnog prozora obrade mogu izazvati nepovratnu degradaciju .
Inteligentni nadzorni sustavi istovremeno prate brzinu puža, struju pogonskog opterećenja, tlak taline na glavi matrice i temperaturu zone cijevi, prikazujući sve parametre na sučelju zaslona osjetljivog na dodir. Pragovi alarma mogu se konfigurirati za svaki parametar kako bi upozorili operatere prije nego što odstupanje procesa rezultira oštećenjem proizvoda ili opreme koji nije u skladu s specifikacijama. Mogućnost daljinskog nadzora omogućuje procesnim inženjerima pregled tekućih podataka izvan mjesta, a zapisnici dijagnostike kvarova omogućuju analizu uzroka prekida procesa bez potrebe da servisni tehničar bude fizički prisutan uz stroj.
Integracija digitalnog nadzora s dobro utvrđenom mehaničkom pouzdanošću konusnog sustava dvostrukih vijaka stvara platformu koja podržava Proizvodni ciljevi Industrije 4.0 , uključujući sljedivost, statističku kontrolu procesa i upravljanje energijom. Za velike proizvođače PVC cijevi i profila koji se natječu u kvaliteti i učinkovitosti, ove mogućnosti predstavljaju značajnu operativnu prednost u odnosu na konfiguracije ekstrudera bez instrumenata.
O Zhoushan Microwave Screw Machinery Co., Ltd.
Zhoushan Microwave Screw Machinery Co., Ltd. profesionalni je kineski proizvođač bačvi i tvornica vijčanih ekstrudera s više od 10.000 četvornih metara proizvodne radionice i više od 60 zaposlenih. Od svog osnutka 1990. godine, tvrtka je posvećena proizvodnji i istraživanju strojeva za plastiku, istovremeno uvodeći inozemnu tehnologiju i proizvodne tehnike strojeva za vijke. Tvrtka djeluje kao raznolika, velika profesionalna proizvodna baza koja integrira precizne navojne bačve i mehaničku obradu, s fokusom na vrhunsko tržište.
Proizvodi Zhoushan Microwave izvoze se u Sjedinjene Države, Njemačku, Dubai, Vijetnam, Tajland i druga tržišta. Tvrtka je uspostavila čvrsta partnerstva s brojnim proizvođačima strojeva za proizvodnju plastike i građevinskih strojeva, služeći kao važan dobavljač komponenti za vijčane cijevi u Kini. Asortiman proizvoda uključuje planetarne vijke serije WB-WE, planetarne bačve i planetarne ekstrudere; SJS serije koničnih dvostrukih vijaka, dvostrukih bačvi i plastičnih ekstrudera s dvostrukim vijkom; i SJ serija pojedinačnih vijaka, pojedinačnih bačvi i plastičnih ekstrudera s jednim vijkom. Tvrtka se pridržava načela vjerodostojnosti i usluge, predana pružanju usluga kupcima visokokvalitetni proizvodi po konkurentnoj cijeni .
Često postavljana pitanja o konusnim dvopužnim ekstruderima
P1. Koja je glavna prednost konusnog dvostrukog vijka u odnosu na jedan vijak za obradu PVC-a?
Konusni dvostruki vijak osigurava pozitivno djelovanje transporta i samobrišuću geometriju isprepletenosti koju jedan vijak ne može ponoviti. Za krutu PVC suhu mješavinu, zona dovoda velikog promjera učinkovito unosi prah, dok niska brzina puža i raspodijeljeno smicanje sprječavaju toplinsku degradaciju. Pojedinačni vijci zahtijevaju veće brzine za postizanje istog izlaznog tlaka, stvarajući više topline i znatno otežavajući dosljednu obradu PVC-a.
Q2. Kako mogu odabrati ispravne veličine stožastih dvostrukih vijaka za svoju proizvodnu liniju?
Odabir veličine vijka ovisi o potrebnoj izlaznoj brzini, polimeru koji se obrađuje i geometriji matrice. Kao opća smjernica, konfiguracije 45/90 i 50/105 prikladne su za učinke ispod 250 kg/h i aplikacije uskog profila, dok se veličine 80/158 i 92/188 koriste za cijevi velikog promjera i izlazne vodove velikog volumena iznad 500 kg/h. Zhoushan Microwave inženjeri mogu savjetovati o odabiru omjera kompresije na temelju vaše specifične formulacije i specifikacije proizvoda.
Q3. Koji se materijali mogu prerađivati na konusnom dvopužnom ekstruderu?
Konusni dvostruki vijčani bačvasti sustav obrađuje širok raspon termoplasta uključujući kruti PVC, fleksibilni PVC, PP, PE, ABS i kompozite drvo-plastika. Posebno je prikladan za polimere osjetljive na toplinu gdje su važni mala brzina vijka i kontrolirano smicanje. Za visoko punjene ili reaktivne spojeve koji zahtijevaju dugo vrijeme zadržavanja i modularne dijelove za miješanje, konfiguracija s paralelnim dvostrukim vijkom može biti prikladnija.
Q4. Koliko obično traje nitrirani konusni dvostruki vijak?
Standardni nitrirani vijak za obradu krutog PVC-a obično radi unutar prihvatljivih tolerancija udaljenosti od 8 000 do 12 000 sati. Vijci koji pokreću abrazivne spojeve kao što su kompoziti drvo-plastika ili formulacije punjene kalcijevim karbonatom mogu zahtijevati rekondicioniranje nakon 4000 do 6000 sati. Odabir za nitrirane plus kromirane ili dvoslojne tvrdo navarene specifikacije značajno produljuje vijek trajanja, posebno u abrazivnim primjenama, i smanjuje učestalost planiranih prekida rada radi održavanja.
P5. Mogu li se konusni dvostruki vijci koristiti u ko-rotirajućoj konfiguraciji?
Konusni dvostruki vijci najčešće se konfiguriraju u kontra-rotirajućem načinu rada, što je optimalno za PVC cijevi, profile i WPC ekstruziju. Suprotno rotirajuća geometrija učinkovito stvara visoki tlak pražnjenja i osigurava snažno pozitivno prenošenje iz zone punjenja. Neki specijalizirani dizajni dopuštaju ko-rotaciju, ali dominantna komercijalna primjena konusnog dvostrukog vijka ostaje suprotno rotirajuća ekstruzija, gdje su njegove prednosti izvedbe u odnosu na alternativne dizajne najizraženije.
P6. Što u praksi znači kompresijski omjer konusnog dvostrukog vijka?
Omjer kompresije opisuje omjer volumena dovodnog kanala po jedinici duljine i volumena mjernog kanala po jedinici duljine. Veći omjer kompresije povećava rad kompresije na materijalu dok putuje od punjenja do pražnjenja, što je korisno za zbijanje smjesa rastresitog praha, ali može stvoriti višak topline u već gustim materijalima. Zhoushan Microwave prilagođava omjere kompresije kako bi odgovarali nasipnoj gustoći i ponašanju obrade specifične formulacije svakog kupca, osiguravajući učinkovit rad bez nepotrebnog toplinskog opterećenja.
Odabrani zaslon ležaja










 浙公网安备 33090202000520 号
浙公网安备 33090202000520 号 