

-
07 Nov’ 2025
Kakav je postupak prilagođavanja gumene cijevi s vijkom?
1. Komunikacijsko i tehničko rješenje zahtjeva Kupac daje procesne parametre kao što su vrsta gume, proizvodni kapacitet i temperaturni raspon. Proizvođač formulira tehničko rješenje na temelju ...

-
31 Oct’ 2025
Kako navoji unutar cijevi s jednim vijkom pomažu pri topljenju i prijenosu plastike?
1. Visokoprecizna obrada i materijali otporni na habanje Napredni CNC obradni centri i tehnologije preciznih mjerenja koriste se kako bi se osiguralo da unutarnja stijenka cijevi bude glatka i b...

-
24 Oct’ 2025
Koje su metode kontrole temperature za jednopužne ekstrudere?
Metode kontrole temperature za Jednopužni ekstruderi 1. Regulator temperature termoelementa: Termoparovi mjere temperaturu, a digitalni regulator temperature (PID) podeša...

-
17 Oct’ 2025
Kojih je deset najčešćih grešaka u jednopužnim ekstruderima?
Deset uobičajenih mana Jednopužni ekstruderi 1. Glavni motor se ne pokreće ili se trenutno zaustavlja: To je često uzrokovano nestankom struje, nedovoljnim vremenom predg...
-
10 Oct’ 2025
Kako toplinska vodljivost bimetalnog vijka utječe na kvalitetu proizvoda?
Utjecaj a Bimetalni vijak Toplinska vodljivost na kvalitetu proizvoda 1. Poboljšana ujednačenost plastificiranja Stvaranjem radijalne konvekcije unutar pužnog kanal...

-
19 Sep’ 2025
Koji su glavni scenariji nanošenja gumene vijačne cijevi?
Glavni scenariji nanošenja gume 1. Izuzeće i oblikovanje Kontinuirana ekstruzija osnovnih gumenih proizvoda kao što su gazišta guma, unutarnje cijevi, gumene trake, crijeva i kase...
-
12 Sep’ 2025
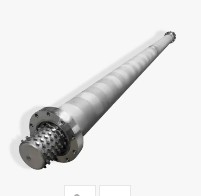
Koja je jezgra uloga jedne vijačne cijevi u plastičnom ekstruderu?
1. Struktura i kontrola protoka A Jednostruka bačva proizvodi se s preciznim CNC obradnim centrima i tehnologijom mjerenja visoke točnosti, jamčeći glatki unutarnji zid bez oštećen...

-
05 Sep’ 2025
Kakvu ulogu igra vijak u plastičnim strojevima?
Uloga vijačne cijevi u plastičnim strojevima Bačva jezgra je komponenta plastične ekstruzije, oblikovanja ubrizgavanja i druge opreme za obradu. Poduzima ključne...

-
29 Aug’ 2025
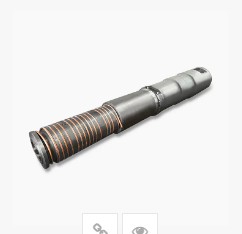
Što je bimetalni vijak?
1. Primjena materijala za legure otporne na visoko A Bimetalni vijak Izrađen je od legura otpornih na visoke odjeće, poput volframovog karbida (WC) i legure nikla (NICR...

-
22 Aug’ 2025
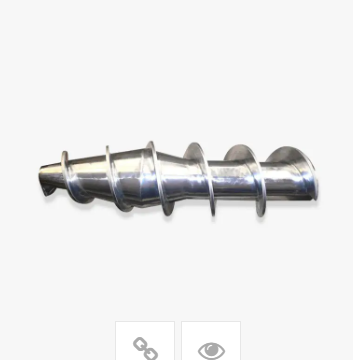
Što je konusni ekstruder blizanaca?
1. Struktura opreme i dizajn A Konusni ekstruder vijaka Prihvaća jedinstveni konusni vijak, koji osigurava temeljito miješanje i plastilizaciju materijala tijekom postupka ekstruzi...
-
15 Aug’ 2025
Što je planetarni vijak ekstruder?
1. Jedinstveni dizajn planetarnih vijaka Jezgra Planetarni vijak ekstruder leži u njegovoj jedinstvenoj planetarnoj strukturi vijaka. Ovaj dizajn koristi planetarne vijke u o...

-
08 Aug’ 2025
Što je CONE-ov dvostruki vijk?
Karakteristike strukture Konus blizanac Ima različite promjere na oba kraja, s većim promjerom na presjeku za hranjenje i manjim promjerom u odjeljku homogenizacije, postupno prelaz...


 浙公网安备 33090202000520 号
浙公网安备 33090202000520 号 